
Pernah lihat tukang las yang lagi nyambungin pipa bocor di rumah? Kelihatannya prosesnya simpel, tapi sebenernya pengelasan itu skill yang penting banget di dunia plumbing, lho!
Dari beberapa pengalaman dilapangan, saya akan mencoba berbagi wawasan untuk kalian semua supaya ngerti lebih jauh tentang seluk beluk apa itu welding atau pengelasan. Yuk, disimak!
Apa itu Welding?

Welding adalah proses penyambungan permanen dua material atau lebih, biasanya logam, dengan cara memanaskan mereka sampai titik lebur. Nah, logam yang udah meleleh tadi kemudian disatukan atau di-fusi dengan atau tanpa tekanan dan bahan tambahan.
Kerennya, hasil sambungan ini kuat dan bisa menahan beban, makanya cocok banget dipakai di dunia plumbing! Welding merupakan bahasa inggris dari kata Pengelasan atau aktifitas mengelas.
Kenapa sih welding penting dalam plumbing? Gimana nggak penting, wong kita ngurusin urusan pipa air dan gas. Bayangin kalo ada pipa bocor. Supaya kebocoran itu bisa ditambal permanen dan nggak gampang bocor lagi, ya pipa yang bocor tadi kudu disambung pake las.
Selain itu, nginstal pipa ledeng dari awal atau ngerjain perbaikan pipa gas di rumah juga biasanya pake teknik pengelasan. Jadi, nggak heran kalo para ahli pipa kayak gue kudu jago ngerti tentang pengelasan.
Jenis Jenis Welding
Dalam dunia pengelasan, jenis sambungan las (welds) sangatlah penting untuk menentukan kekuatan dan ketahanan struktur yang disambung.
Masing-masing jenis memiliki karakteristik, fungsi, dan aplikasi yang berbeda, dan pemilihan jenis las yang tepat bergantung pada beberapa faktor, seperti jenis material, ketebalan material, dan beban yang akan ditanggung oleh struktur.
Berikut adalah penjelasan rinci beserta contohnya dari beberapa jenis sambungan las yang umum digunakan:
-
Slot Weld (Sambungan Las Celah)
Karakteristik:
- Memiliki alur (slot) yang dibuat pada salah satu atau kedua material yang akan disambung.
- Alur ini biasanya diisi dengan material pengisi (filler metal) saat proses pengelasan.
- Jenis las ini memungkinkan penetrasi las yang lebih dalam dan kuat.
Fungsi:
- Digunakan untuk menyambung dua plat logam yang berpotongan tegak lurus.
- Cocok untuk aplikasi yang membutuhkan kekuatan dan ketahanan tinggi, seperti struktur bangunan, kapal, dan mesin.
Contoh:
- Sambungan las pada rangka baja bangunan.
- Sambungan las pada pelat kapal.
- Sambungan las pada komponen mesin.
Gambar:
Slot Weld
-
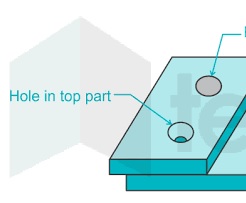
Plug Weld (Sambungan Las Tutup)
Karakteristik:
- Memiliki lubang (hole) yang dibuat pada salah satu material yang akan disambung.
- Lubang ini kemudian diisi dengan material pengisi (filler metal) saat proses pengelasan.
- Jenis las ini menghasilkan sambungan yang kuat dan tahan lama.
Fungsi:
- Digunakan untuk menyambung dua plat logam yang berpotongan tegak lurus, di mana salah satu plat memiliki lubang.
- Cocok untuk aplikasi yang membutuhkan kekuatan dan ketahanan tinggi, seperti struktur bangunan, pipa, dan tangki.
Contoh:
- Sambungan las pada plat baja dengan lubang.
- Sambungan las pada pipa berlubang.
- Sambungan las pada tangki dengan lubang.
Gambar:

Plug Weld
-
Full Penetration Weld (Sambungan Las Penetrasi Penuh)
Karakteristik:
- Material pengisi (filler metal) menembus seluruh ketebalan material yang disambung, menghasilkan penetrasi las yang penuh.
- Jenis las ini menghasilkan sambungan yang sangat kuat dan tahan lama.
Fungsi:
- Digunakan untuk aplikasi yang membutuhkan kekuatan dan ketahanan tinggi, seperti struktur bangunan, tekanan tinggi, dan beban berat.
Contoh:
- Sambungan las pada balok baja.
- Sambungan las pada pipa bertekanan tinggi.
- Sambungan las pada rel kereta api.
Gambar:
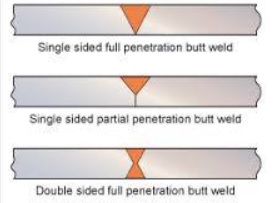
Full Penetration Weld
-
Partial Penetration Weld (Sambungan Las Penetrasi Sebagian)
Karakteristik:
- Material pengisi (filler metal) tidak menembus seluruh ketebalan material yang disambung, menghasilkan penetrasi las yang sebagian.
- Jenis las ini masih menghasilkan sambungan yang kuat, namun tidak sekuat Full Penetration Weld.
Fungsi:
- Digunakan untuk aplikasi yang tidak membutuhkan kekuatan dan ketahanan tinggi, seperti pengelasan kosmetik, dekorasi, dan fabrikasi ringan.
Contoh:
- Sambungan las pada rangka baja ringan.
- Sambungan las pada dekorasi logam.
- Sambungan las pada benda-benda kecil.
Gambar:
Partial Penetration Weld
Perlu diingat bahwa pemilihan jenis sambungan las yang tepat harus dilakukan berdasarkan pertimbangan yang matang, dengan mempertimbangkan faktor-faktor seperti jenis material, ketebalan material, beban yang akan ditanggung oleh struktur, dan kode-kode regulasi yang berlaku.
Teknik Welding
Tau nggak, ternyata ada berbagai macam teknik pengelasan, lho! Meskipun gue nggak bakal ngebahas semuanya secara detail karena lumayan teknis, tapi paling nggak kita kenalan dulu sama beberapa jenis yang umum dipakai di dunia plumbing.
- Pengelasan Gas: Ini salah satu jenis pengelasan yang udah ada sejak lama. Prosesnya pake gas sebagai bahan bakar untuk memanaskan logam sampai mencair. Alat yang biasa dipakai namanya torch (obor las). Pengelasan gas cocok banget buat ngelas pipa berukuran kecil dan menengah. Sebagai mantan pelajar yang suka ngeliatin tukang las di bengkel, dulu gue sering liat mereka pake teknik ini.
- Pengelasan Listrik: Nah, kalo yang ini udah lebih modern. Pengelasan listrik memanfaatkan energi listrik untuk menghasilkan panas yang tinggi buat melelehkan logam. Ada beberapa jenis pengelasan listrik, tapi yang paling sering dipakai di dunia plumbing adalah arc welding (pengelasan busur listrik). Alatnya namanya mesin las listrik. Kelebihannya dibanding pengelasan gas adalah panas yang dihasilkan lebih stabil dan bisa diatur sesuai kebutuhan. Oh iya, ada juga yang namanya MIG welding (Metal Inert Gas). Ini termasuk pengelasan listrik yang ngelasin pake elektroda berupa kawat terus-menerus dan biasanya dipake buat ngelas material yang tipis.
- Pengelasan Lainnya: Selain dua jenis di atas, sebenernya ada teknik penyambungan logam lain kayak brazing dan soldering. Meskipun mereka pake panas buat nyambungin logam, tapi prosesnya dan material yang dipakai beda sama pengelasan. Nanti kalo kalian udah penasaran dan mau belajar lebih lanjut, bisa banget cari informasi tentang kedua teknik ini.
Proses Pengelasan
| Proses Welding | Deskripsi | Keuntungan | Kekurangan | Aplikasi Umum |
| Gas Metal Arc Welding (GMAW/MIG) | Menggunakan elektroda kawat consumable yang terus diumpankan dan gas pelindung untuk membuat lasan. | * Cepat dan efisien * Fleksibel – bisa digunakan pada berbagai logam * Lasan bersih | * Membutuhkan gas pelindung (angin dapat mengganggu penggunaan di luar ruangan) * Timbul percikan | Konstruksi, otomotif, lembaran logam |
| Gas Tungsten Arc Welding (GTAW/TIG) | Menggunakan elektroda tungsten non-consumable dan batang logam pengisi terpisah untuk membuat lasan. | * Menghasilkan lasan berkualitas tinggi dan bersih * Kontrol yang presisi * Bisa digunakan pada logam tipis dan khusus | * Lebih lambat daripada pengelasan MIG * Membutuhkan keterampilan lebih untuk mengoperasikan | Pembuatan pesawat terbang, rangka sepeda, pengelasan pipa |
| Shielded Metal Arc Welding (SMAW) (Las Stick) | Menggunakan elektroda consumable berlapis flux yang menghasilkan gas pelindung sendiri. | * Sederhana dan portabel * Biaya rendah * Bisa digunakan di luar ruangan | * Kualitas lasan lebih kasar * Membutuhkan penggantian elektroda yang sering * Lebih banyak percikan yang dihasilkan | Pengelasan bengkel rumahan, konstruksi, perbaikan |
| Flux Cored Arc Welding (FCAW) | Menggunakan elektroda kawat inti yang terus diumpankan dengan atau tanpa gas pelindung. | * Fleksibel – bisa menggunakan self-shielding atau gas eksternal * Cepat dan portabel * Penetrasi yang baik | * Timbul percikan * Kualitas lasan lebih rendah daripada TIG | Konstruksi, pembuatan kapal, perbaikan alat berat |
| Submerged Arc Welding (SAW) | Menggunakan elektroda consumable tersembunyi di bawah fluks yang mengalir terus menerus. | * Menghasilkan lasan berkualitas tinggi dan produktivitas tinggi | * Membutuhkan peralatan khusus dan mahal * Kurang fleksibel * Tidak cocok untuk pengelasan di tempat sempit | Konstruksi berat, pembuatan kapal, tangki penyimpanan |
| Gas Welding/Las Oksiasetilena | Menggunakan nyala api oksigen-asetilena untuk melelehkan logam dan menambahkan logam pengisi. | * Fleksibel dan bisa digunakan untuk berbagai jenis logam | * Lambat * Kualitas lasan kurang presisi * Membutuhkan pasokan gas yang terus menerus | Pemipaan, perbaikan, fabrikasi logam ringan |
| Thermit Welding | Menggunakan reaksi eksotermis antara thermit (campuran aluminium dan oksida besi) untuk menghasilkan lelehan besi cair untuk menyambung logam. | * Bisa digunakan untuk menyambung bagian logam yang tebal * Tidak membutuhkan listrik | * Proses berbahaya * Kurang presisi * Sulit dikontrol | Sambungan rel kereta api, perbaikan pipa besar |
| Forge Welding | Menggunakan panas dari perapian untuk memanaskan logam hingga titik lebur dan kemudian disambungkan dengan palu dan penjepit. | * Proses kuno tapi masih digunakan untuk aplikasi artistik * Tidak membutuhkan peralatan khusus | * Lambat * Membutuhkan keterampilan tinggi * Kurang kuat untuk aplikasi struktural | Dekorasi logam, pandai besi artistik |
| Electron Beam Welding | Menggunakan sinar elektron terfokus berenergi tinggi untuk melelehkan logam. | * Menghasilkan lasan berkualitas tinggi dan presisi tinggi * Cocok untuk pengelasan vakum dan logam reaktif | * Membutuhkan peralatan khusus dan mahal * Kurang fleksibel * Tidak bisa digunakan di lingkungan terbuka | Dirgantara, kedokteran gigi, elektronik |
| Atomic Hydrogen Welding | Menggunakan busur listrik yang terdiri dari hidrogen atom untuk menghasilkan panas yang tinggi. | * Menghasilkan lasan bersih dan berkualitas tinggi pada berbagai logam | * Membutuhkan peralatan khusus dan mahal * Kurang fleksibel * Tidak bisa digunakan di lingkungan terbuka | Industri penerbangan dan dirgantara, penelitian dan pengembangan |
| Plasma Arc Welding | Menggunakan aliran plasma terionisasi untuk menghasilkan panas yang tinggi untuk melelehkan logam. | * Cocok untuk pemotongan dan pengelasan presisi tinggi * Lebih cepat daripada las oxyacetylene | * Membutuhkan peralatan khusus dan mahal * Kurang fleksibel * Tidak bisa digunakan di lingkungan terbuka | Konstruksi kapal, dirgantara, fabrikasi logam |
| Resistance Welding | Menggunakan panas yang dihasilkan dari resistansi listrik untuk menyambung logam tanpa bahan pengisi | * Cepat dan efisien * Tidak ada percikan |
Sekarang kita masuk ke inti pembahasannya, yaitu gimana sih proses pengelasan itu dilakukan? Inget ya, ini penjelasan secara umum dan nggak terlalu detail. Nanti kalo kalian tertarik buat belajar ngelas langsung, ada baiknya ikut kursus atau bimbingan dari ahlinya supaya teknik dan keamanannya terjamin.
- Persiapan: Ini tahap krusial sebelum mulai menyalakan alat las. Pertama, pipa yang akan disambung gotta dipotong sesuai ukuran yang dibutuhkan. Pastikan permukaan pipa yang mau disambung udah bersih dari kotoran, minyak, atau cat. Ini penting banget supaya hasil lasannya kuat dan nggak gampang retak. Last but not least, jangan lupa pake alat pelindung diri (APD) yang lengkap kayak helm las, masker respirator, sarung tangan las, dan baju yang melindungi kulit. Safety first!
- Pengelasan: Setelah persiapan beres, baru deh kita mulai proses pengelasan. Nyalakan mesin las listrik sesuai petunjuk. Dekatkan elektroda ke permukaan pipa yang mau disambung, jaga jaraknya biar pas. Nah, kalo udah, mulailah ngelas dengan gerakan zig-zag atau searah di sepanjang area yang mau disambung. Ingat, jangan nempel elektroda langsung ke pipa ya. Nanti elektrodanya malah bisa nempel dan nyatu ke pipa. Saat proses pengelasan berlangsung, material inti elektroda akan meleleh dan menetes ke pipa, mengisi ruang antara kedua pipa yang disambung. Ini material yang dinamakan filler metal dan fungsinya untuk menyatukan kedua pipa secara permanen.
- Penyelesaian: Setelah selesai mengelas, matikan mesin las listrik dan biarkan area lasan dingin dengan sendirinya. Jangan langsung kena air dingin karena bisa membuat lasan menjadi getas dan mudah retak. Setelah area lasan agak dingin, bisa dilakukan pembersihan terhadap terak (sisa material dari proses pengelasan) dengan palu terak dan sikat baja. Terakhir, perlu dilakukan pemeriksaan terhadap kualitas lasan. Perhatikan apakah ada retakan, porositas (lubang kecil pada lasan), atau cacad lainnya. Kalo ditemukan cacad, lasan perlu diperbaiki atau diulang dari awal.
Daftar Standarisasi Welding
- AWS B2.1/B2.1M: Menguraikan persyaratan untuk pengelasan busur listrik terlindung (Shielded Metal Arc Welding, SMAW), yang dikenal sebagai las stick.
- AWS B3.0M: Memberikan panduan untuk praktik aman saat melakukan pengelasan busur listrik terlindung manual.
- AWS B4.0: Menetapkan praktik yang disarankan untuk memastikan keselamatan selama operasi pengelasan dan pemotongan.
- AWS B5.1: Mengklasifikasikan dan menetapkan logam pengisi (elektroda) yang digunakan dalam pengelasan busur listrik metal gas (Gas Metal Arc Welding, GMAW), proses pengelasan serbaguna.
- AWS B5.2: Mengklasifikasikan logam pengisi (elektroda) yang digunakan dalam pengelasan busur listrik metal gas (GMAW) berdasarkan komposisi kimia dan sifat mekaniknya.
- AWS B5.3: Mengklasifikasikan dan menetapkan logam pengisi (elektroda) yang digunakan dalam pengelasan busur listrik inti fluks (Flux-Cored Arc Welding, FCAW), proses pengelasan semi-otomatis.
- AWS B5.6: Mengklasifikasikan dan menetapkan logam pengisi (elektroda) yang digunakan dalam pengelasan busur terendam (Submerged Arc Welding, SAW), proses pengelasan otomatis yang menghasilkan lasan berkualitas tinggi.
- AWS B5.7: Mengklasifikasikan dan menetapkan logam pengisi (elektroda) yang digunakan dalam pengelasan sinar elektron (Electron Beam Welding, EBW), proses pengelasan presisi tinggi untuk aplikasi khusus.
- AWS B5.11: Mengklasifikasikan dan menetapkan logam pengisi (elektroda) yang digunakan dalam pengelasan busur plasma (Plasma Arc Welding, PAW), proses pengelasan serbaguna untuk berbagai bahan.
- AWS B5.12: Mengklasifikasikan dan menetapkan logam pengisi (elektroda) yang digunakan dalam pengelasan resistansi, proses yang menyambung logam tanpa logam pengisi menggunakan panas dan tekanan.
Tips Welding untuk Pemula
Pengelasan memang terlihat keren, tapi inget ya, ini bukan hal yang bisa langsung dikuasai dalam waktu singkat. Buat kalian yang tertarik belajar ngelas, gue punya beberapa tips nih:
- Aman adalah prioritas utama! Selalu gunakan APD yang lengkap selama proses pengelasan. Paparan panas dan cahaya las bisa membahayakan mata dan kulit. Selain itu, hirup asap las juga nggak sehat buat paru-paru.
- Latihan dulu pada potongan pipa bekas sebelum mengerjakan proyek asli. Ini penting buat membiasakan diri dengan cara memegang alat las, menjaga jarak elektroda, dan menghasilkan hasil lasan yang baik. Percaya deh, pertama kali ngelas itu agak susah lho ngontrol arah dan konsistensi lasan. So, banyak latihan adalah kuncinya!
- Bergabunglah dengan komunitas welding atau ambil kursus singkat untuk belajar teknik yang benar. Di luar sana banyak komunitas yang gemar ngelas dan mereka biasanya welcome sama pemula yang mau belajar. Selain itu, kursus singkat di lembaga pelatihan bisa ngasih kamu pengetahuan dan praktik langsung di bawah bimbingan instruktur profesional.
Sampai disini faham kan teman teman? Welding adalah skill yang berguna dan bisa dipelajari. Meskipun kelihatannya sulit, tapi dengan tekad dan latihan yang terus menerus, kamu bisa menguasainya.
Paling nggak, dengan pengetahuan dasar tentang pengelasan ini, kamu bisa lebih menghargai pekerjaan tukang las dan mengerti pentingnya skill ini dalam dunia plumbing.





{kind=link}